この記事では、吟醸酒のフルーティーな香り、吟醸香について、その種類と構造式、吟醸酒の造り方と、なぜ独特の香りが出るようになるのかについて調べました。

少しよい日本酒を口に含むとフルーティーな吟醸香がします。私が日本酒を飲めるようになったのは、この香りと後味がなんともよい生酒を飲んでからでした。
ここで記事を書き始めてから、少しは知識が増えたので、吟醸香はたとえば酢酸とアルコールのエステルだということは分かるようになりました。
ところで、農大の小泉先生の新しい本、超能力微生物にとても面白いことが書かれていました。
なんと、フルーティーな吟醸香は、清酒酵母を飢えさせて、酵母が飢餓から脱出するために、普段使わない代謝経路を使ってエネルギーを作り始めると、生まれてくるそうです。
私は、昔からこんな話を聞くと、気持ちが「ぐっ」と高まります。
日本酒造りの基本的なことは、以前、酵素資源余話-酵素のおもしろさを尋ねてに書きましたので、そちらをご覧ください。
吟醸香の種類
吟醸香の主要構成成分は、酢酸イソアミル、酢酸イソブチル、吉草酸エチル、カプロン酸エチル、カプリル酸エチルからなり、メロンやバナナ、リンゴ、パイナップルといった芳香果物のにおい成分と完璧に一致するそうです。
酢酸イソアミル
下図のように、イソアミルアルコールと酢酸のエステルです。エステルは(COOH)を持つカルボン酸と(OH)を持つアルコールによる縮合反応のことです。水ができて外れます。
酢酸はお酢の主成分。炭素数2の脂肪酸です。
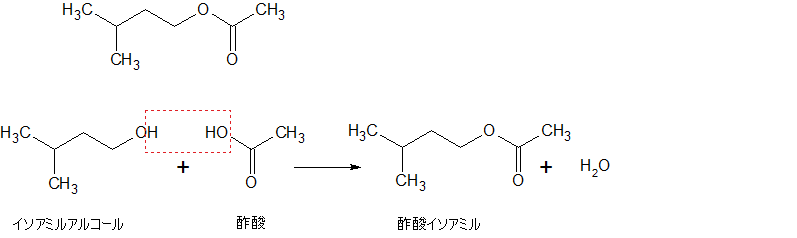
バナナあるいはメロン様の果実臭のする無色の液体です。(出典)
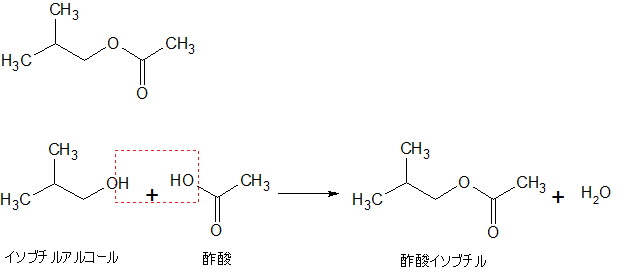
酢酸イソブチル
イソブチルアルコールと酢酸のエステルです。バナナの香気の主成分です。(出典)
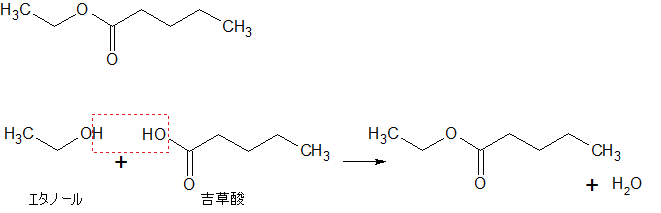
吉草酸エチル
吉草酸は、炭素数5の脂肪酸です。酢酸より炭素数が3個多いです。エタノールはエチルアルコール。お酒のアルコールです。吉草酸エチルは、リンゴに似たフルーツ香をもつ無色の液体です。(出典)
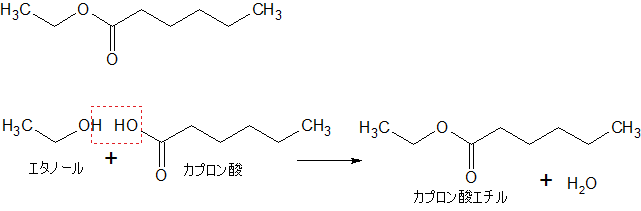
カプロン酸エチル
カプロン酸は、炭素数6の脂肪酸です。リンゴ様の果実臭のする無色の液体です。(出典)
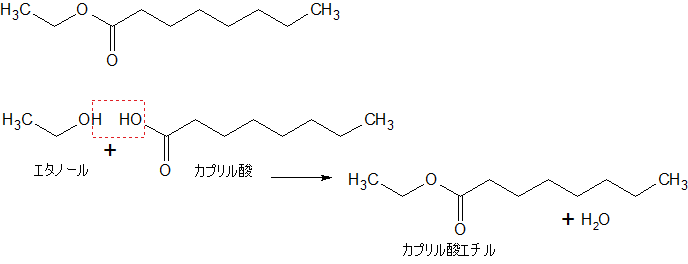
カプリル酸エチル
カプリル酸は、炭素数8の脂肪酸です。エタノールとエステルになります。発酵を想起させる甘いアプリコット・パイナップル様フルーティー香がするそうです。
吟醸酒のつくり方
超能力微生物に吟醸酒の造り方が説明されていました。
栄養を絞って温度を下げて発酵しにくくする
まず、原料の米を磨きに磨く。これが果物香を出すための不可欠の条件である。
米は外層のほうに窒素化合物やビタミン類といった、清酒酵母の好む餌(えさ)が多くあって、中心部にいくに従って少なくなる。
すなわち精米歩合を40%にまでして米を磨く(糠[ぬか]を60%も取ってしまう)と、デンプンばかりとなる。
こうなると酵母の栄養源は少なくなるため、その蒸米を使った醪では酵母の活動は鈍る。
そして突き破精(はぜ)麹(麹菌の菌糸を蒸米の内部に食い込ませる吟醸酒特有の麹)をつくることも、フルーティーな匂いを出すための不可欠の条件である。
この麹は、醪の蒸米をゆっくり溶かすのに理想の麹となっていて、清酒酵母に毎日少しずつしか餌を与えないようになっている。
さらに、吟醸酒造りの発酵温度は、増殖温度の限界ともいうべき10℃以下という低温で、これは醪の蒸米をさらに溶けにくくしていると同時に、清酒酵母の活動をしっかりと抑えているのである。
酒好きな方なら、米を磨けば磨くほど、つまり、精米歩合の数字が小さくなればなるほど、値段が高くなることをご存知だと思います。
磨けば磨くほどデンプンばかりになるのは知っていましたが、それは、タンパク質や脂質など余分な雑味になりそうなものを除いているだけかと思っていました。
酒造りに活躍する、麹、酵母、乳酸菌は、みんな従属栄養生物です。えさがないと生きて行けません。その代わり、栄養があるといろんな酵素を出して代謝することができます。
お米をうんと磨くのは、栄養を絞るという考え方もあったとは初めて知りました。
精米歩合は酒税法で決められている
お酒の種類と精米歩合は酒税法で細かく決められていました。「清酒の製法品質表示基準」の概要より。
| 特定名称 | 使用原料 | 精米歩合 | こうじ米 使用割合 (新設) |
香味等の要件 |
| 吟醸酒 (ぎんじょうしゅ) |
米、米こうじ、 醸造アルコール |
60%以下 | 15%以上 | 吟醸造り、固有の香味、 色沢が良好 |
| 大吟醸酒 (だいぎんじょうしゅ) |
米、米こうじ、 醸造アルコール |
50%以下 | 15%以上 | 吟醸造り、固有の香味、 色沢が特に良好 |
| 純米酒 (じゅんまいしゅ) |
米、米こうじ | - | 15%以上 | 香味、色沢が良好 |
| 純米吟醸酒 (じゅんまいぎんじょうしゅ) |
米、米こうじ | 60%以下 | 15%以上 | 吟醸造り、固有の香味、 色沢が良好 |
| 純米大吟醸酒 (じゅんまいだいぎんじょうしゅ) |
米、米こうじ | 50%以下 | 15%以上 | 吟醸造り、固有の香味、 色沢が特に良好 |
| 特別純米酒 (とくべつじゅんまいしゅ) |
米、米こうじ | 60%以下 又は特別な製造方法 (要説明表示) |
15%以上 | 香味、 色沢が特に良好 |
| 本醸造酒 (ほんじょうぞうしゅ) |
米、米こうじ、 醸造アルコール |
70%以下 | 15%以上 | 香味、色沢が良好 |
| 特別本醸造酒 (とくべつほんじょうぞうしゅ) |
米、米こうじ、 醸造アルコール |
60%以下 又は特別な製造方法 (要説明表示) |
15%以上 | 香味、 色沢が特に良好 |
この表で出てくる醸造アルコール、たまに気になっていました。このページに説明がありました。
醸造アルコールとは、でんぷん質物や含糖質物から醸造されたアルコールをいいます。もろみにアルコールを適量添加すると、香りが高く、「スッキリした味」となります。
さらに、アルコールの添加には、清酒の香味を劣化させる乳酸菌(火落菌)の増殖を防止するという効果もあります。
吟醸酒や本醸造酒に使用できる醸造アルコールの量は、白米の重量の10%以下に制限されています。(「清酒の製法品質表示基準」の概要)
栄養を絞られて、温度も下げられて酒精酵母にとっては生きづらい環境です。そこで、酵母も手を打ちます。
芳香エステル生成系発動
そこで酒精酵母はやむをえず伝家の宝刀を抜くことになる。
何不自由なくぬくぬくと活発に動ける環境のときには必要ないから使わなかった芳香エステル生成系(細胞膜に存在していて、果物風の芳香エステル成分を生成するアルコールアセチルトランスフェラーゼという酵素)を回転させて、エネルギーをつくり出し始めるのだ。
こうして吟醸酒には果物の芳香が付くことになるのである。
だから吟醸酒造りとは正反対に、米もろくに精米せず、発酵温度も20℃と高くし、そしてできるだけ米を溶かして粕を抜こうとしてつくった超安価酒(やすざけ)には吟醸香がないのは当たり前なのである。
エネルギーが足りなくなるので、普段使わない細胞膜にあるアルコールアセチルトランスフェラーゼが働くようになって、上で紹介した吟醸香が生まれるということです。
片方で芳香を放つエステルをつくりながら、一方でどんな風にエネルギーが作られるのか興味があり、調べてみたのですが、分からなかったです。
しかし、清酒酵母をぬくぬくさせないで、ストレスをかけて追い込むといい仕事をするようになるんですね。
まとめ
もともと日本酒はかなりアバウトにつくられていたようです。水酛(みずもと)は乳酸菌を増やすのかという記事で、菩提酛(ぼだいもと)づくりの酒の造り方について書きました。
そして、実際に飲んでみました。菩提酛仕込み醍醐のしずくを飲んだ(寺田本家)に書きました。匂いはややぬかくさかったけど、味はとてもよかったです。
吟醸酒はいつからつくられるようになったのでしょうね。人の試行錯誤の結果はすごいなといつも思います。
日本酒について他にも記事を書いています。日本酒についての記事をお読み下さい。